Nel passaggio di trasformazione del proprio oggetto da virtuale a fisico l’attività più delicata per un professionista o un makers è preparare i modelli per l’operazione di stampa 3D.
La forma dell’oggetto è definita da informazioni per lo più geometriche come punti, linee, matrici vettoriali e tutto ciò dovrà essere plasmato in istruzioni per la stampante.
Quindi il file, che sullo schermo rappresenta il vostro futuro modello, dovrà trasformarsi in codice per istruire la stampante a muovere le sue parti meccaniche e a depositare il materiale in maniera additiva.
Come primo passo dovremo generare o fare il download del file che volete realizzare.
Se vi siete persi sul nostro blog come scaricare file di modelli già pronti per la stampa 3D potete ritrovarlo al link sottostante:
https://www.bilcotech.it/dove-trovare-modelli-3d-gia-pronti-da-scaricare/
Innanzitutto importiamo il vostro file nel software di disegno che avete deciso di utilizzare.
Per aiutarvi a comprendere meglio utilizzeremo diversi programmi destinati a diverse stampanti 3D, in questo primo step abbiamo usato il programma Simplify3d.
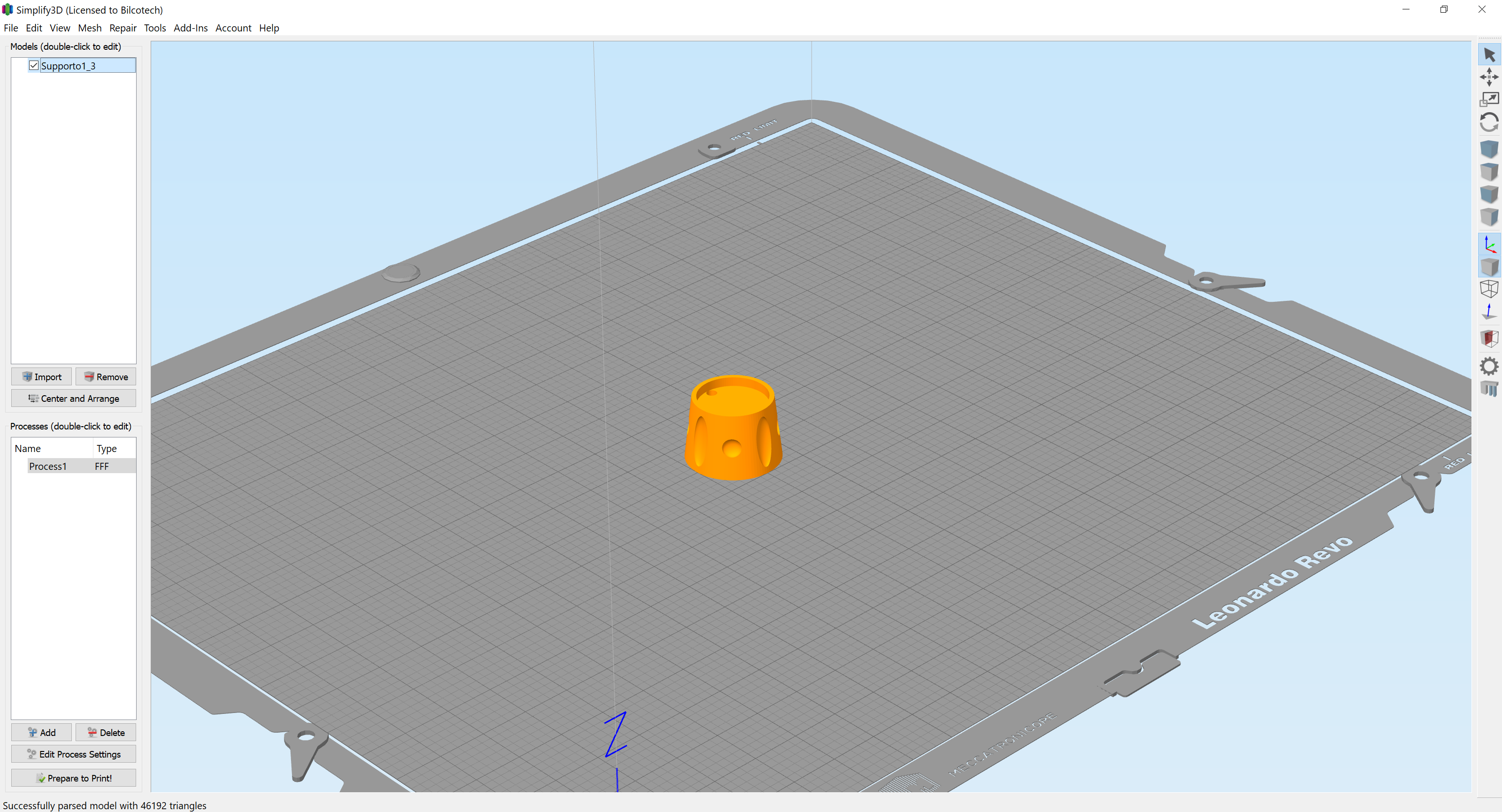
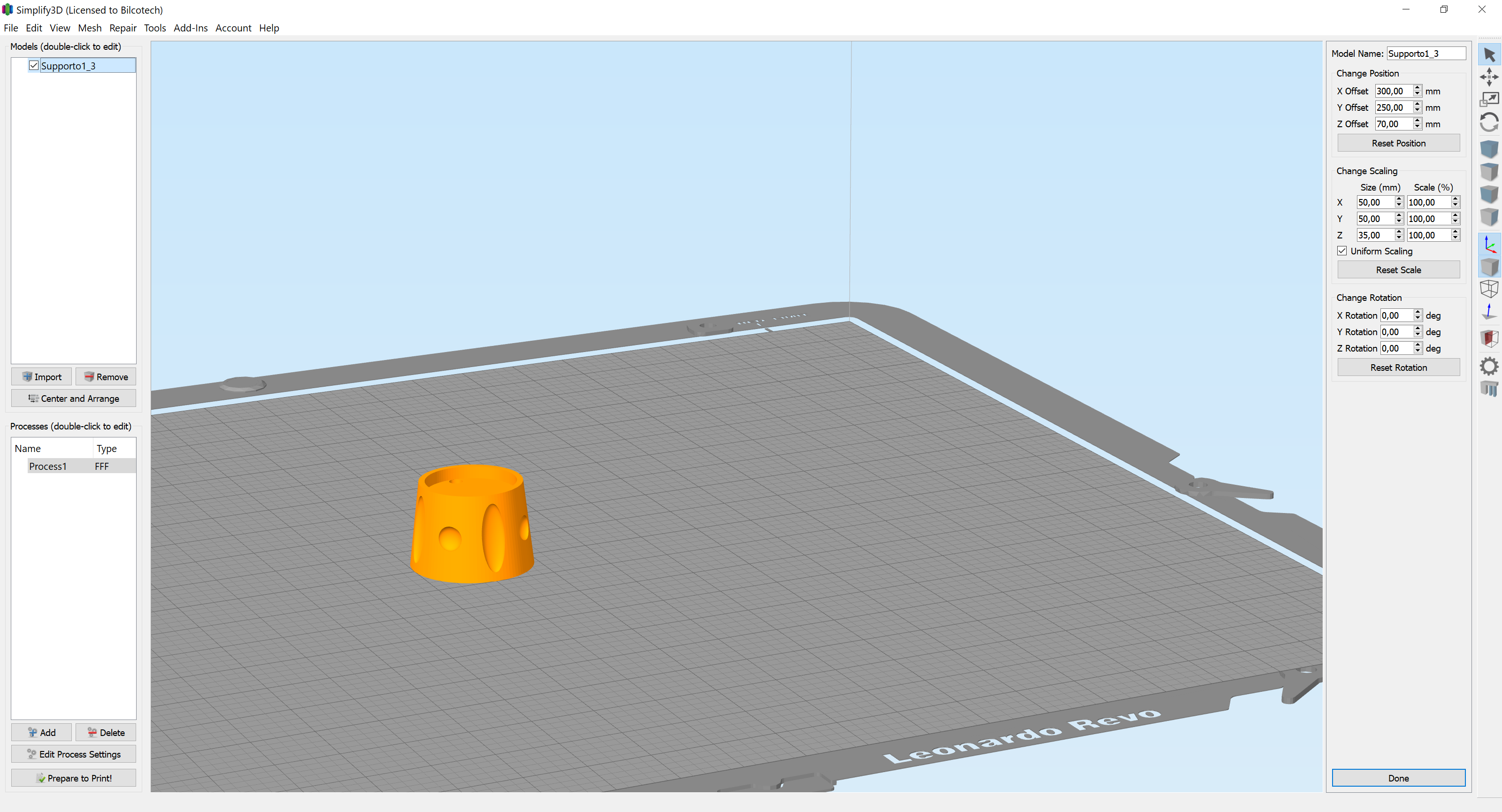
Prendendo in esame l’utilizzo di una stampante FFF ( cioè a filamento) il vostro modello ora passa all’analisi per definire il suo orientamento, la sua inclinazione e la sua posizione nell’area di stampa.
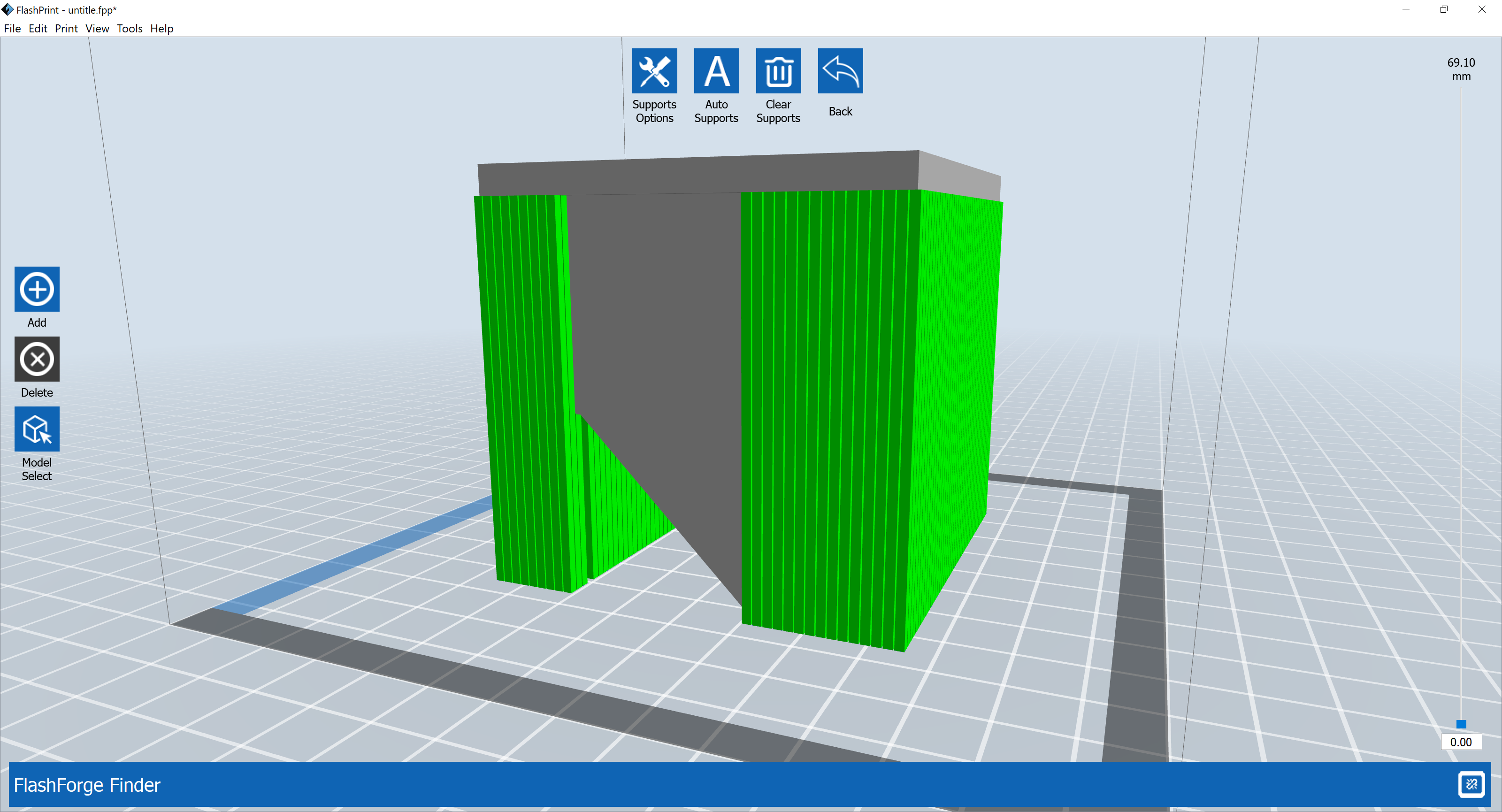
Supportate ora il vostro oggetto, individuando le parti che sono sottosquadro, cioè che non hanno basi sul vostro piano di stampa.
I supporti si presenteranno come barrette di sostegno e saranno creati automaticamente dal programma ma potrete comunque aggiungerne o eliminarne in base alla vostra necessità.
Potete coordinare anche la distanza dei supporti tra loro per migliorare la fase di post stampa.
Le impostazioni di stampa (print setting) sono il prossimo punto da affrontare.
Gestite lo spessore dello strato, che misurato in micron, può variare per una stampa 3D a filamento dai 300 ai 50 micron.
La velocità di stampa, la temperatura e il riempimento dell’oggetto sono impostazioni che andranno in base al tipo di materiale che utilizzerete e al tipo di destinazione che avrà il vostro prototipo.
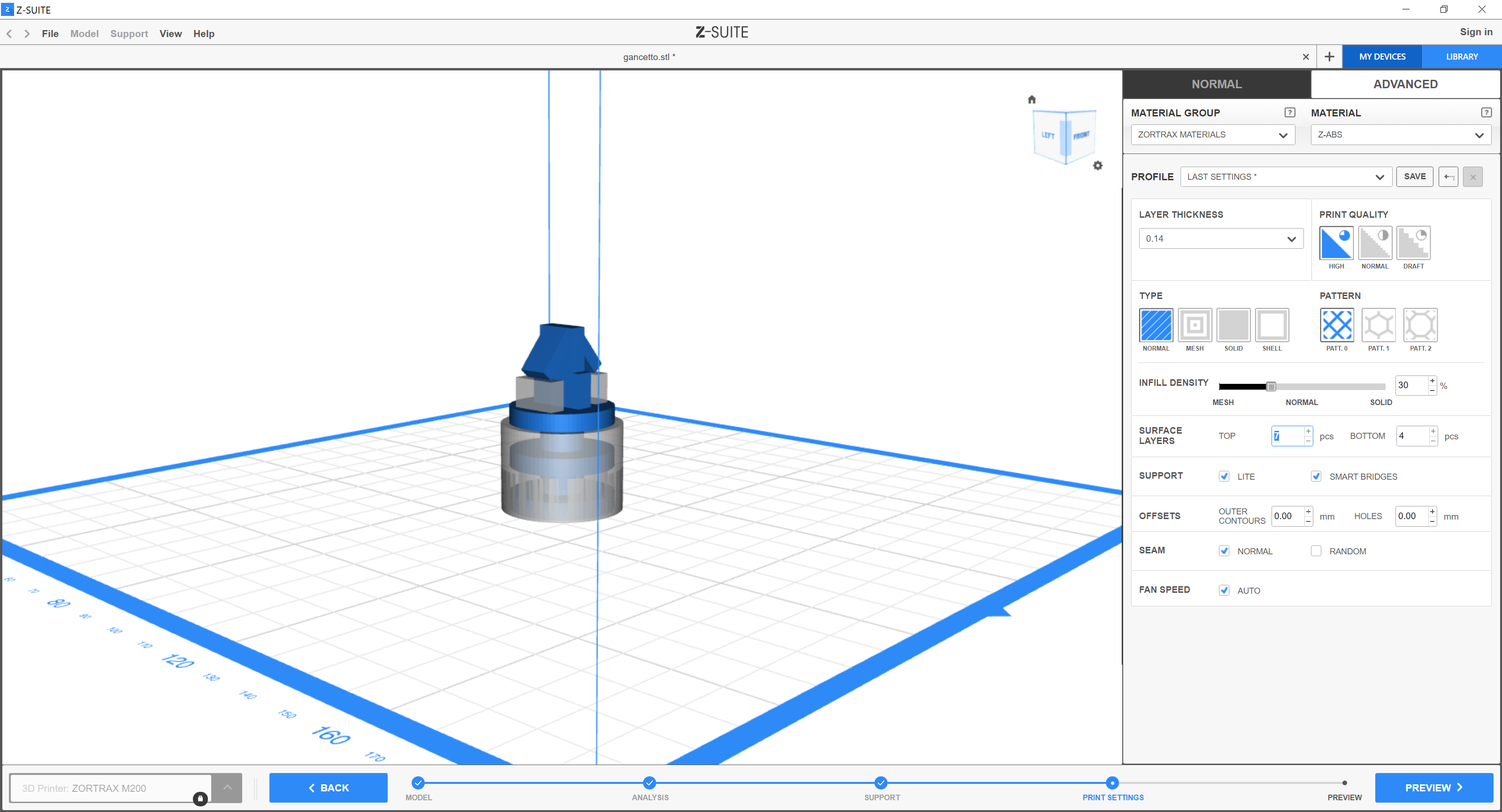
Potrete alleggerirlo con una maglia meno densa o renderlo più resistente con una maglia più fitta.
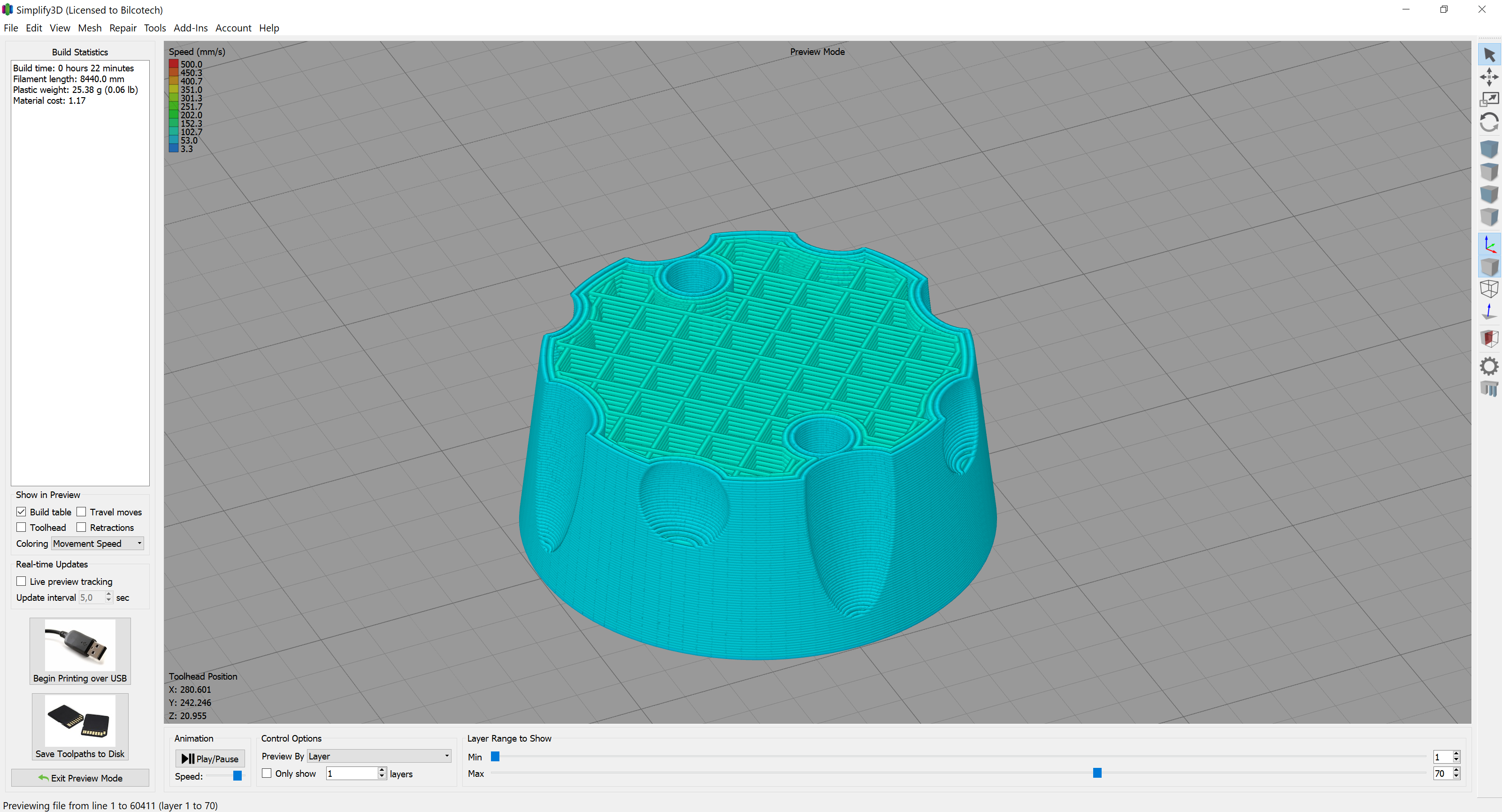
Ricordatevi che gli strati iniziali e quelli finali necessitano di più passaggio di materiale quindi dovrete selezionare un numero maggiore di strati per la base e la fine del vostro oggetto.
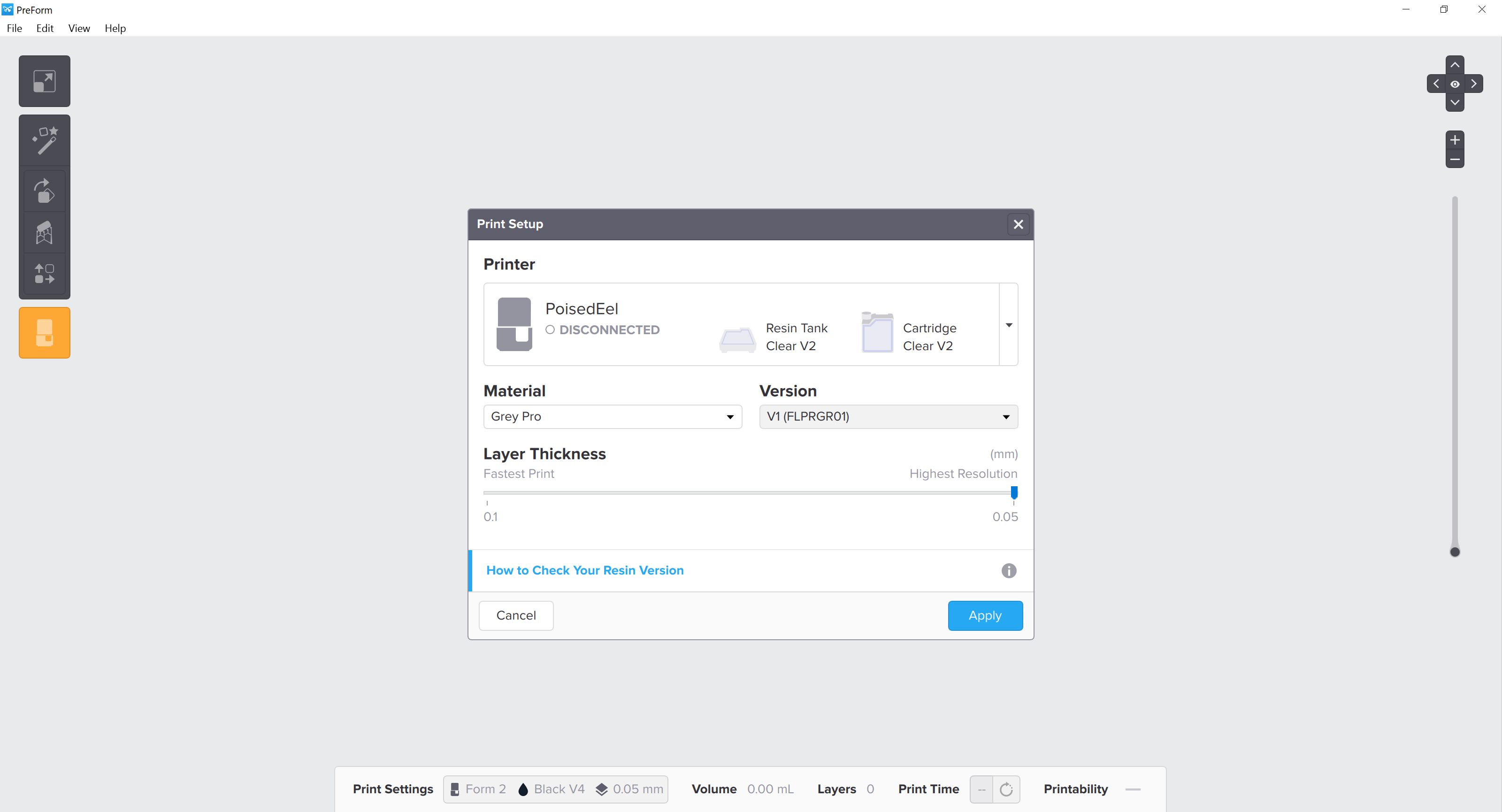
Nel caso il vostro prototipo dovrà essere stampato in resina, quindi utilizzando una stampante 3D a tecnologia SLA, nel vostro programma andrà inizialmente definito il materiale che utilizzerete e la risoluzione, sempre in micron come possiamo vedere in questa schermata del programma PreForm.
Importate cosi il vostro file STL (generato o scaricato) e definitene l’orientamento.
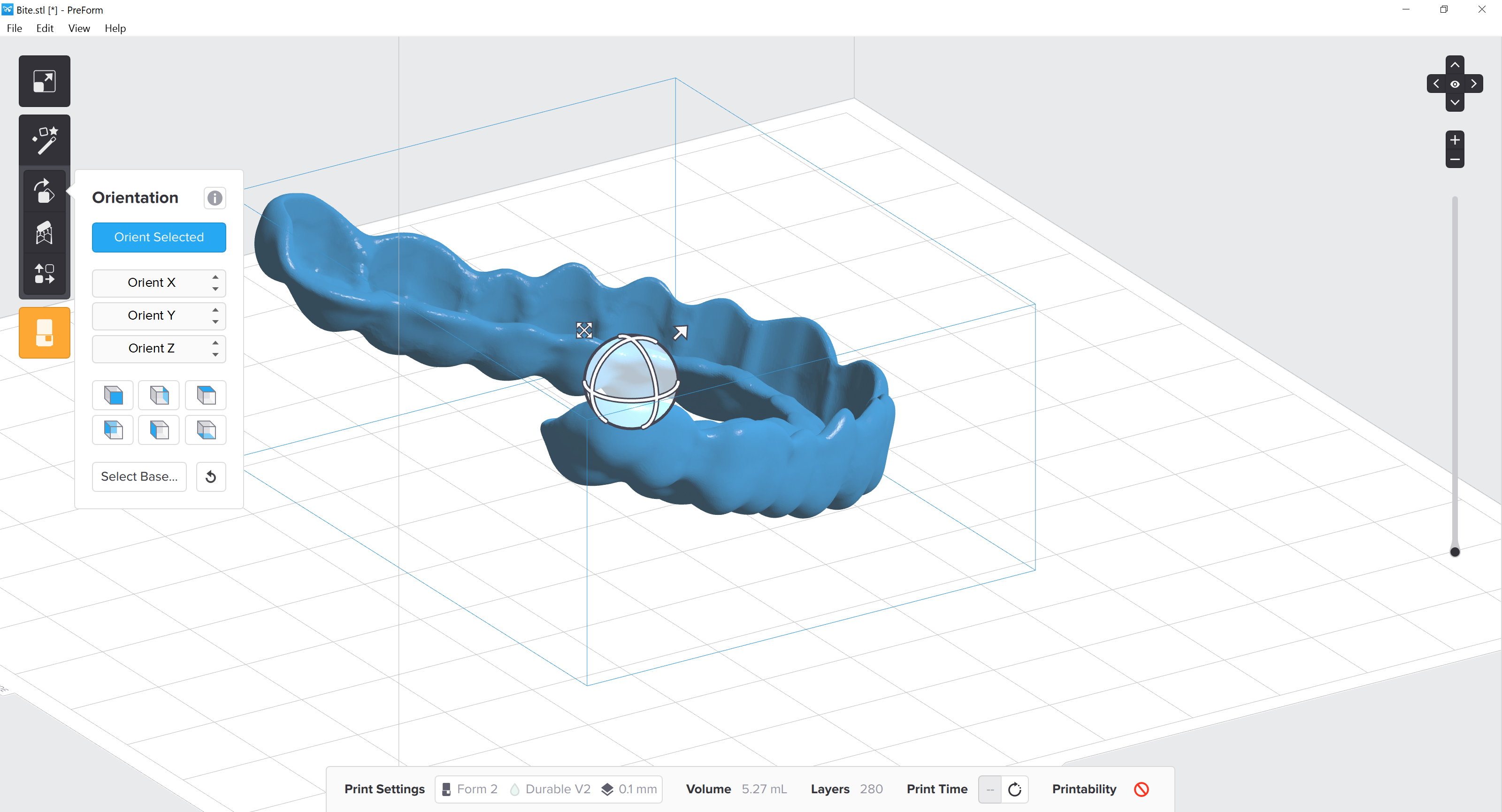
Create i supporti necessari alla stabilità del progetto.
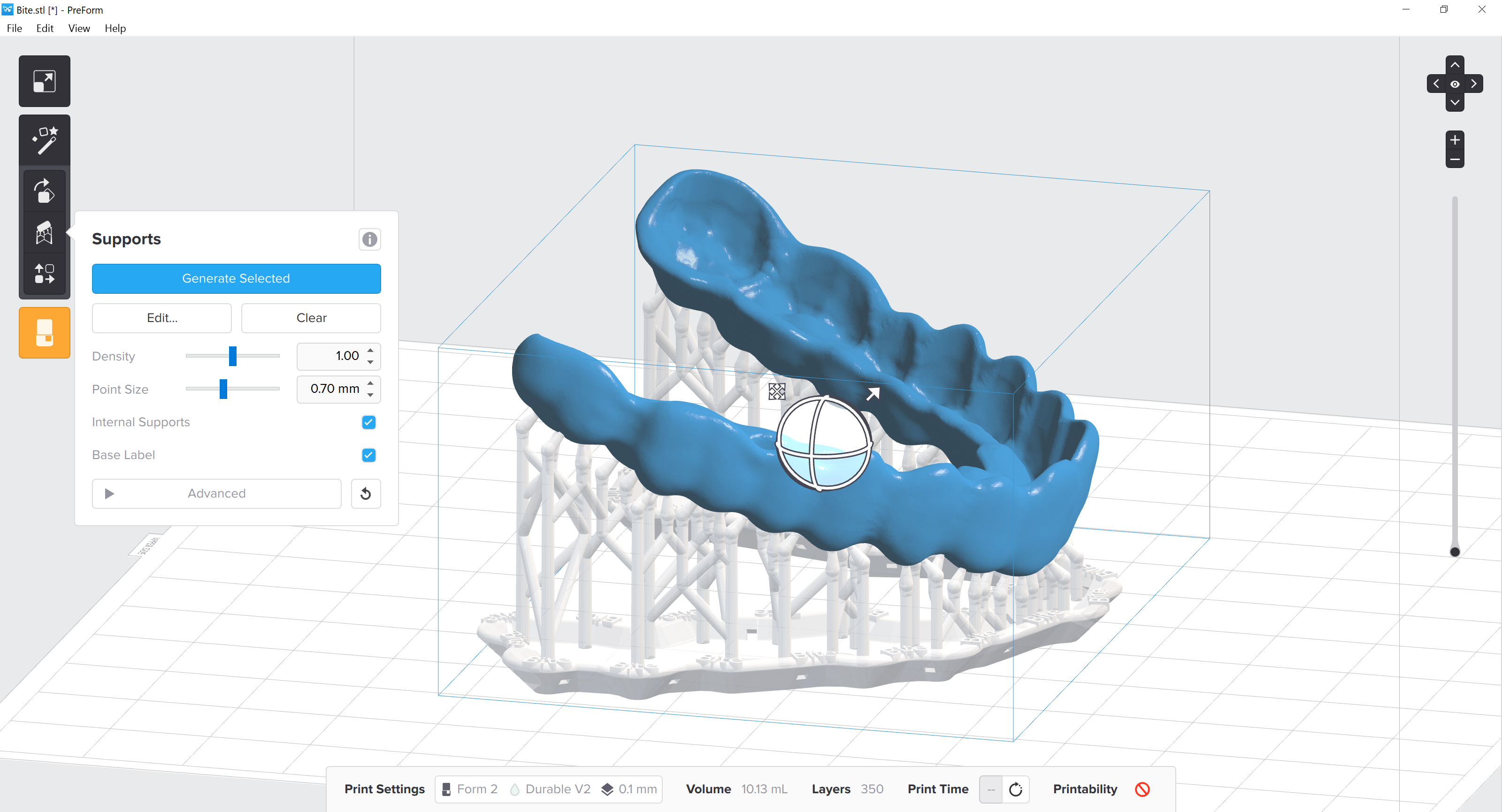
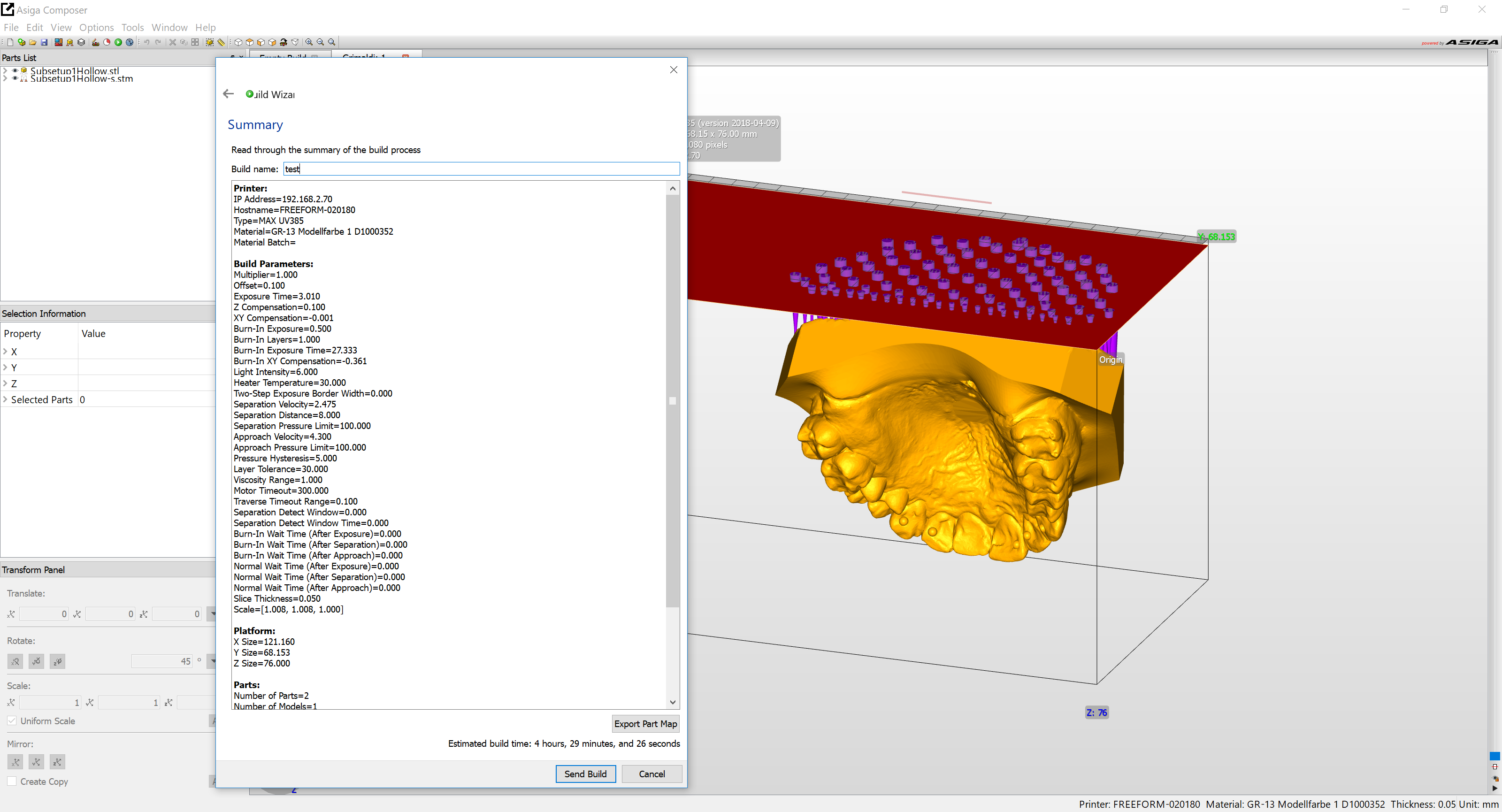
Mandate il vostro oggetto in stampa dando possibilità cosi al software, in questo caso Asiga Composer, di generare il codice che farà muovere la vostra stampante 3D.
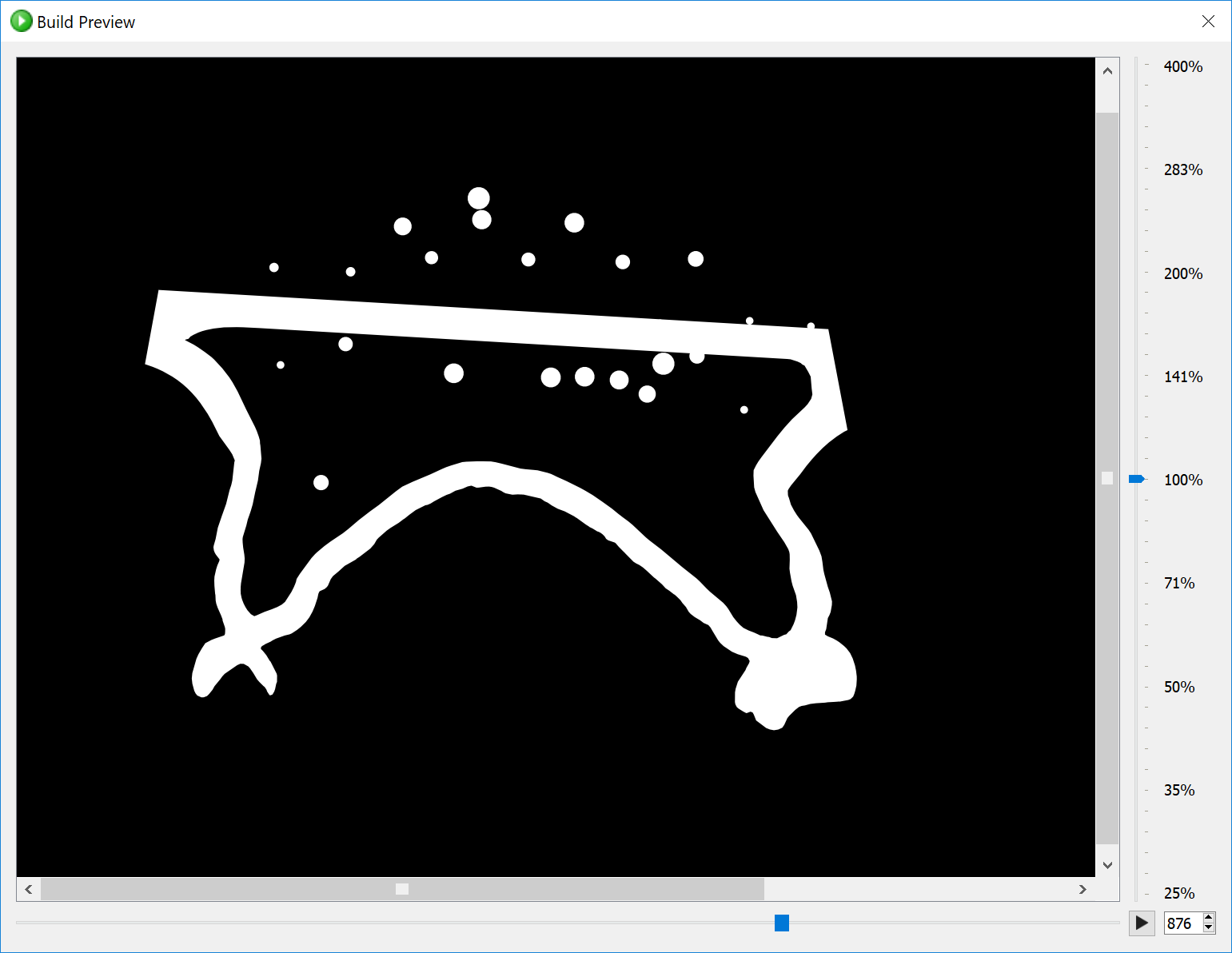
Alcuni software, come Preform, vi permettono di vedere le singole fasi di stratificazione per ricontrollare se sono presenti elementi in sottosquadro.
Dopo questa accortezza potete finalmente godervi la vostra stampante 3D in azione e vedere il modello prendere vita.
Il vostro lavoro non finisce qui, continuate a seguirci sul nostro blog e nel prossimo articolo vi spiegheremo come finalizzare al meglio le stampe 3D!